
FFC排线又称柔性扁平线缆,可以任意选择导线数目及间距,使联线更方便,大大减少电子产品的体积,减少生产成本,提高生产效率,最适合于移动部件与主板之间、PCB板对PCB板之间、小型化电器设备中作数据传输线缆之用。普通的规格有0.5mm、0.8mm、1.0mm、1.25mm、1.27mm、1.5mm、2.0mm、2.54mm等各种间距柔性电缆线。本文主要介绍的是FFC、FPC排线怎样焊接及激光自动焊锡应用方案。
LCD模组图示
FPC排线焊接方案
一、松盛光电恒温高速激光锡焊系统
本系统适用行业广泛,适合多行业发展。主要功能:是用来焊接FPC、FFC及各种软排线,以及各种端子排线。

松盛光电桌面式温度反馈激光焊锡系统
桌面式温度反馈激光焊锡系统由半导体激光焊锡系统、CCD视觉对位系统、温度反馈控制系统等组成,调节精密,数字显示。其中温度、时间参数都由专业的恒温锡焊参数设置软件通过操作面板输入,温度设置范围为100℃-600℃,可自定义设置时间范围。这为焊接一个产品的三大要素。
二、产品焊接示意图
A、焊接优点:
焊接牢固、焊接效率高,根据产品的尺寸适当的也可以同时焊接多个,且每次焊接时间为3至5秒。
B、焊接注意事项:
焊盘需要加入足够的锡量,锡量也不必太厚,一般不开窗式的FPC锡量为0.1左右厚的锡量,开窗式的FPC 锡量为0.2-0 3厚的锡量,如有带过孔的FPC介于前两者之间当然最终的效果,还要根据现场来调整。
C、焊接过程:
1、第一步:放入产品到治具上,同时对好位置。
2、第二步:按下双手按制,启动焊接
3、第三步:焊锡工作台,运动到焊接的位置,等待CCD视觉定位系统抓取定位点。
4、第四步:激光焊接头下压,启动激光束发热。
5、第五步:等待焊接完毕,回到第一步。
三、焊接工艺操作
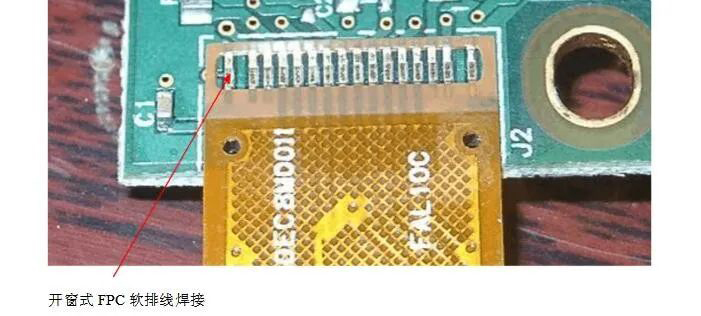
开窗式FPC软排线焊接
说明:
FPC 焊接,首先FPC 焊盘需对着PCB 焊盘,这样才能焊接劳固;要在焊盘点上括上少量的锡,便于后续焊接。如果锡量不足的话,将会导致焊接的不良:当锡量太多,也会导致锡的溢出的可能, 使得焊接点不美观,控制好焊盘的锡量,是焊接工艺的第一要点。
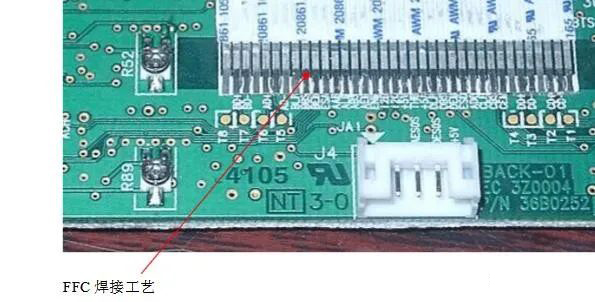
FFC焊接工艺
四、系统技术参数
型号:WH-LA80
焊接方式:无接触激光焊接
激光器波长:915/980 (可选)
光纤芯径:400μm(200μm,600μm可选)
适用锡丝直径:0.5mm-1.2mm
焊盘面积:0.1mm以上
最大输出功率:20W-200W(标准配置80W)
最小激光光斑大小:50μm(取决于选配激光器)
聚焦范围:50-190mm
工作平台传动方式:伺服电机+滚珠丝杆
焊接范围:200mmX300mm(标准) 更大范围更定制
控制方式:高性能工业PC控制,温度反馈,恒温焊接
供电电源:220(110)V/50(60)Hz
五、系统特点
1.激光光路,CCD光路,测温光路三点同轴,完美的解决了行业内多光路重合难题,并避免复杂调试
2.激光加热,焊点瞬间升温,独创的温度反馈系统,对焊点温度实时测量、监控,可实时负反馈控制焊点的温度,并能实时呈现焊接温度曲线,保证焊接的良率
3.适用于各种高密度TAB、TCP 压接及FPC、FFC
4.中英双语界面输入,操作方便
5.应用软件系统方便易学,操作方式安全,可快速应用于产线
6.成熟可靠,20年半导体激光器研发、使用经验,10年自动焊锡经验
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 Whlaser.cn.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉松盛光电专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


