
随着当今社会电子技术的发展和进步,对pcb基板材料提出了新的要求,从而推动了覆铜板标准的不断发展。在一个完整的电路板制造过程中,焊接是必不可少的工序。
一般来说,基板就是覆铜板,因为它具有导电、绝缘和支撑三大功能,所以被用作制造PCB的基础材料。
在基板的焊接中,激光焊接是目前使用最成熟的技术,但最成熟的技术也很难保证100%的焊接良率。要知道,激光焊接是一种利用高能量密度激光束作为热源的高效精密焊接方法。在几百次的批量焊接中,总会出现激光烧基板的问题。怎么才能避免这个问题呢?
问题一:高能局部快速加热导致焊点铜箔热膨胀变形,焊点铜箔与基板分离。
解决方法:第一阶段,焊点从低温到高温连续稳定加热。比如焊点焊接工艺要求温度为350℃,那么我们可以设置温度从280℃升到350℃0.3S,一般可以解决这个问题。
问题二:激光焊接机的控制器采用功率模式,但没有专业的激光工程师进行调整。
解决方法:功率模式是按照设定的输出功率连续向焊点输出能量,与实际焊接温度无关。功率模式适用于散热快的焊点。目前激光焊接采用闭环控制,非特殊焊点一般采用温度模式。
问题三:温度模式下激光焊接机温度过载超过设定焊接温度。
众所周知,目前的激光焊接机采用闭环控制系统。设定温度后,控制器会自动计算所需的输出功率。功率的计算是采集实时温度,温度采集是激光焊接机闭环控制最重要的部分。温度过载是因为温度反馈不够及时,导致控制器为了得到反馈温度而不断增加输出能量。
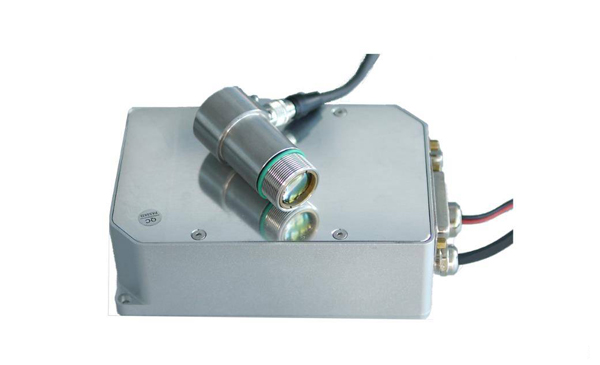
松盛光电在线式红外测温系统
解决方案1:采用在线式红外测温仪。此系统集成在半导体激光器内,适用于在线测量激光加工点的温度,并且通过串口连接其他激光器后可连续输出相应的信号作为其他的系统用,可通过IO信号外部控制此系统执行指令工作,指令执行结束后输出IO信号。
测温范围:100-400℃, 响应速度40us,带测温仪和控制器,和激光器闭环控制,支持软件触发和外部触发。
解决方案2:在温度模式下增加功率限制。有人说过温度模式下的温度过载是反馈不及时造成的,所以我们可以根据温控激光焊接机的温度曲线来观察过载地方的输出功率来限制输出功率,这样也可以很好的解决过载问题。
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 Whlaser.cn.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉松盛光电专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


