
在激光锡焊中,送丝机构卡丝是一个常见的问题,它会严重影响生产效率和产品质量。松盛光电总结出几种解决方案:
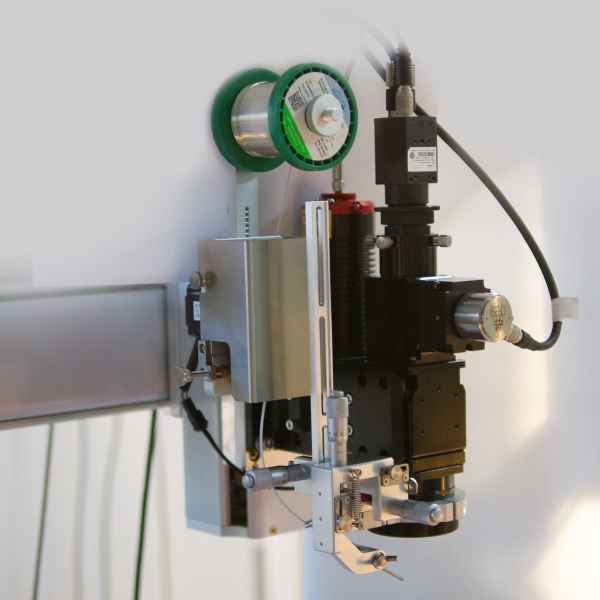
松盛光电多轴送丝导丝机构+焊接头安装图示
检查锡丝质量:确保使用的锡丝没有弯曲、扭曲或表面损伤,这些问题可能导致送丝时出现卡丝现象。
清洁送丝机:定期清洗送丝机内部及导轨的污垢、灰尘等,以保持送丝机的通畅。
调整送丝机构:正确调节送丝机构的张力,确保送丝轮选对,并且与焊丝直径匹配。
润滑关键部件:对于送丝机构中的关键部件进行适当的润滑,可以减少摩擦,从而避免卡丝。
检查驱动系统:确保送丝机构的电机转速稳定,没有损坏。如果电机有问题,需要更换。
定期维护和技术支持:定期进行设备的维护和检查,同时联系厂家技术支持获取专业指导。
解决送丝速度过快或过近的问题:如果送丝速度太快或送锡针离焊头太近,可能会导致焊锡丝因时间和热量不足而无法熔化,容易造成卡死。
通过上述措施,可以有效地解决激光锡焊中送丝机构卡丝的问题,从而保证生产效率和产品质量。
激光锡焊中送丝机构卡丝的几点原因:
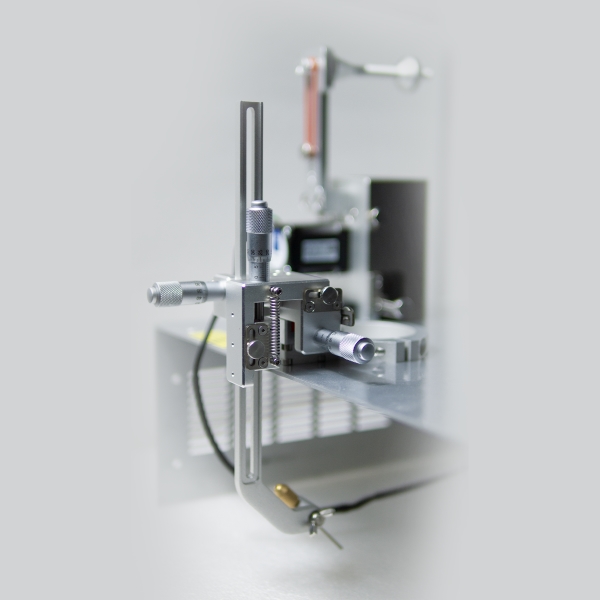
松盛光电送丝导丝机构细节图示
锡丝导向位置不当:如果锡丝在送丝过程中没有正确定位,可能会导致卡丝现象。这通常是由于调整了锡丝导向位置或调整了送锡管的固定位置。
送丝压力过大:适当的送丝压力对于防止锡丝打滑或压扁至关重要。如果压力过大,可能会导致锡丝在送丝过程中出现问题。
锡丝质量问题:使用的锡丝如果弯曲、扭曲或表面损坏,也可能导致卡丝现象。
机械执行部分故障:如果机械执行部分(如送丝机构)存在故障,如磨损、配件老化等,这些都可能导致卡丝现象。
总线通讯部分故障:如果总线通讯部分(如示教器显示部分)存在故障,也可能导致卡丝现象。
解决这些问题的方法包括但不限于:
调整锡丝导向位置:确保锡丝在正确的导向位置上运行。
调整送丝压力:确保送丝压力适中,避免因压力过大而导致的打滑或压扁现象。
分析并采取预防措施:通过分析故障原因和采取相应的解决方案来提高生产效率和产品质量。
激光锡焊中送丝机构卡丝的具体原因可能涉及到锡丝导向位置、送丝压力、锡丝质量以及相关的机械执行部分和总线通讯部分的故障。
针对激光锡焊送丝机构卡丝问题的厂家解决方案:

松盛光电桌面式恒温焊接系统图示
选择合适的送丝管长度:由于送丝管越长,阻力会越大,因此建议使用较短的送丝管。例如,对于0.8mm的焊丝,可以选择3m的送丝管,以减少阻力并提高送丝效率。
检查送丝机构:定期检查送丝机构的各个部件,确保所有部件都处于良好的工作状态。这包括检查送丝力距是否正常,以及其他可能影响送丝性能的因素。
调整送丝速度:在启动送丝机构传动部分后,应检查送丝速度是否均匀,并根据需要进行调整,以确保焊接过程中的稳定性和效率。
软管长度的考虑:对于推丝式送丝方式,由于软管长度的增加会降低送丝的稳定度,因此在选择软管时应考虑其长度,以适应不同的焊接需求和条件。
松盛光电推出了第三代激光恒温锡焊系统:包含了976直接半导体激光器,红外在线式测温仪,恒温单聚焦焊接头,自动送丝导丝机构,单聚焦环行照明光源,恒温激光锡焊软件。该类模组可预先在焊接软件中设置多段温度区间,焊接时激光闭环温控系统对焊点进行实时测温,当焊点温度达到设置温度上限时,自动调整激光功率下降,防止焊点温度过高而产生热伤害。
如果尝试这些方法后仍存在问题,建议联系设备供应商或专业维修人员进行进一步的诊断和维修,以免对设备造成更严重的损坏。
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 Whlaser.cn.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉松盛光电专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


